Rörmaskiner är främst konstruerade i rostfritt stål eller emaljmaterial. Våra mekaniska tätningsdesigner omfattar enkel tätning, dubbel tätning, med lager och utan lager – för att passa olika arbetsförhållanden. Specialdesigner kan minska begränsningar gällande diameter, tryck, ytshastighet, temperatur och axialförflyttning.
Vanliga materialkombinationer
Tätningsytor: Grafit, Siliciumkarbid, Volframkarbid
Sekundärtätningar: FEP-inneslutna, FKM, EPDM, FFKM
Metallkomponenter: 304, 316, Hast.C, Duplexstål, Titan
Balg: 316, AM350, Hast.C, Alloy 718, Titan
Strukturell beskrivning
Enkel patrontätning, obalanserad typ, vakuumtät konstruktion; variant "Z" inkluderar lagringstöd.
Driftparametrar
Temperatur: -20°C till 220°C
Ythastighet: 5 m/s
Tryck: 13 bar (1,3 MPa)
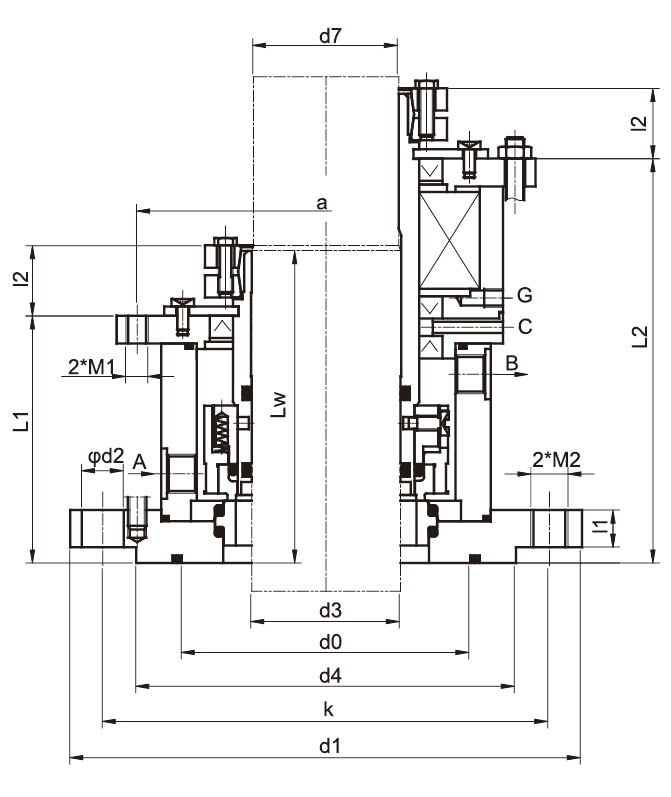
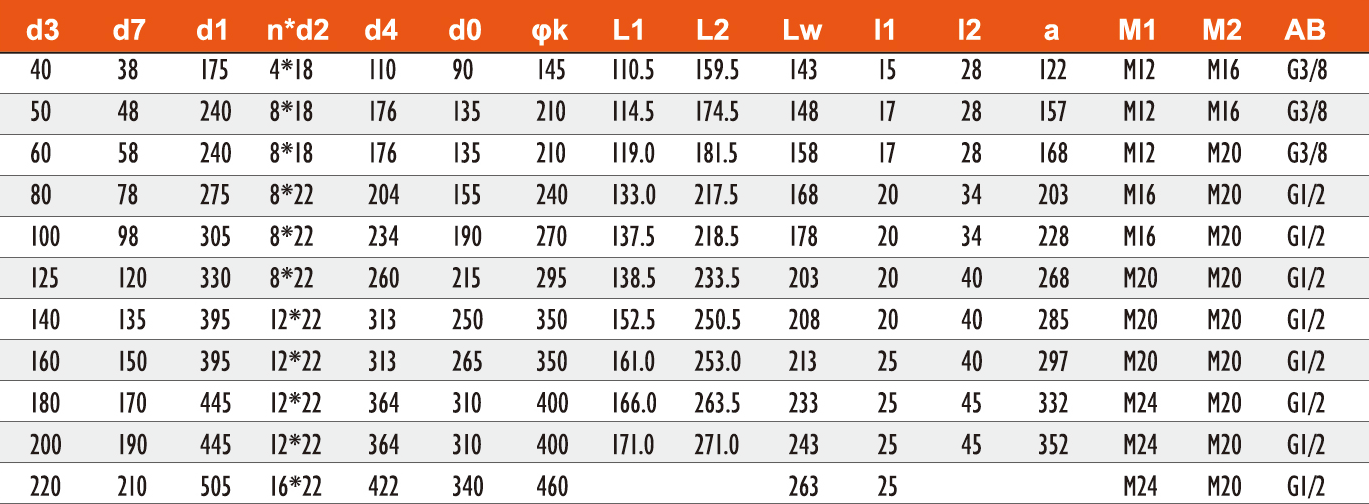
Mått i metriska systemet (mm), med storlekar över 220 mm tillgängliga för anpassning
I. Tillämpningsområde
Topputmatningsrörskivor
Framförallt lämpliga för axeltätning i olika reaktionskärl och rörmixerskar. Typiska tillämpningar inkluderar polymerisationsreaktioner inom kemisk produktion, blandning och beredning inom läkemedelsindustrin samt omrörning inom livsmedelsindustrin. Denna typ av tätning måste kunna hantera den inhemska axelns böjning och vibrationer och är lämplig för arbetstryck upp till 2,5 MPa.
Sidoutmatningsrörskivor
Speciellt utformade för rörmixrar monterade på sidan av utrustning, främst använda i stora lagringsbehållare för materialblandning och suspensionsomrörning. Detta tätsystem använder en speciell strukturdesign för att tåla kombinerade axiala och radiella belastningar, vilket gör det lämpligt för miljöer med högviskösa medium.
Bottenutmatningsrörskivor
Lämplig för applikationer som kräver omröring från botten av utrustningen, vanligt förekommande i kristallisatorer och sättningsbassänger. Denna typ av tätningskonstruktion tar hänsyn till inverkan av mediumstatiskt tryck och fasta partiklar, med en struktur som förhindrar ansamling av partiklar.
II. Användningsmetoder
Förberedelse inför installation
- Kontrollera agitatoraxelns radialspel och se till att det inte överstiger 0,5 mm.
- Se till att axelytan är fri från slitage, korrosion eller andra defekter.
- Verifiera att tätningskammarens mått uppfyller konstruktionskraven och rengör innerväggen för att säkerställa att inga föroreningar återstår.
Installationspositionering
- För tätningar från ovan ska vinkelräta avvikelsen mellan tätyta och axel inte överstiga 0,1 mm.
- För sidomonterade tätningar, justera vinkeln mellan tätningen och axeln exakt, med avvikelse inom 0,5 grader.
Inställningar för driftparametrar
- Ställ in tätningsflödesplan enligt mediets egenskaper; öka spolflödet vid högviskösa medier.
- Justera fjäderkompressionen baserat på rörelsehastigheten; minska fjäderns specifika tryck lämpligen vid höga hastigheter.
Rutinmässigt underhåll
- Kontrollera tätningsläckage dagligen och dokumentera förändringar i läckagemängd.
- Granska hjälpsystemets driftparametrar veckovis, inklusive spoltryck och flödeshastighet.
- Undersök tätningsförlust månadsvis och mät tjockleken på tätringarna.
III. Hantering av vanliga problem
Onormal slitage på tätningsyta
- Kontrollera först om den radiella axiella avvikelsen för rörverksaxeln överskrider standarden.
- Inspektera sedan mediumet efter slipande partiklar.
- Kontrollera slutligen om fjäderkompressionen är lämplig.
- Om slitage är allvarligt, kalibrera om rörverksaxeln och byt ut tätningskomponenterna.
Övermåttigt tätningsläckage
- Detta kan bero på deformation av tätytan, åldrande av sekundärtätningar eller slitage på hylsan.
- Börja med att kontrollera tätningsytornas planhet.
- Kontrollera sedan O-ringarnas elasticitet.
- Byt ut alla tätningskomponenter vid behov.
Onormal temperaturhöjning i tätningen
- Kontrollera om spolsystemet är obstruerat och se till att kylnedvätsketillförseln är normal.
- Undersök om hög mediumviskositet orsakar ökad friktionsvärme.
- Bekräfta att tätningsytans specifika tryck ligger inom det tillåtna intervallet.
IV. Försiktighetsåtgärder
Krav på utrustningsjustering
- Se till att koncentriciteten mellan röraxeln och tätningskammaren är säkerställd vid installation, med ett maximalt tillåtet avvikelser på 0,2 mm.
- Var särskilt uppmärksam på vibrationer under den första körningen av utrustningen och gör omedelbara justeringar om avvikelser upptäcks.
Medel anpassningsförmåga
- För medium benägna att kristallisera, använd tätningskonstruktioner med stora fjäderns design.
- För medium innehållande fasta partiklar, konfigurera ett effektivt spolsystem.
- För korrosiva medium, välj lämpliga materialkombinationer.
Säkerhetsstandarder för drift
- Justering av tätningskapps skruvar under enhetens drift är strikt förbjuden.
- Vid underhåll ska trycket sänkas och kylning ske först för att säkerställa att utrustningen är i ett säkert tillstånd.
- Använd specialverktyg vid byte av tätningsringar för att undvika skador på tätytor.
V. Teknisk supporttjänster
Företaget har etablerat en kundefterföljande nödreaktionsmekanism. Referera alltid till installations- och underhållshandboken för motsvarande modell för specifika åtgärder. Om teknisk support krävs för särskilda arbetsförhållanden, vänligen kontakta vår ingenjörsgrupp omgående.
Copyright © Jiangsu GOLDEN EAGLE Fluid Machinery Co., Ltd. - Integritetspolicy